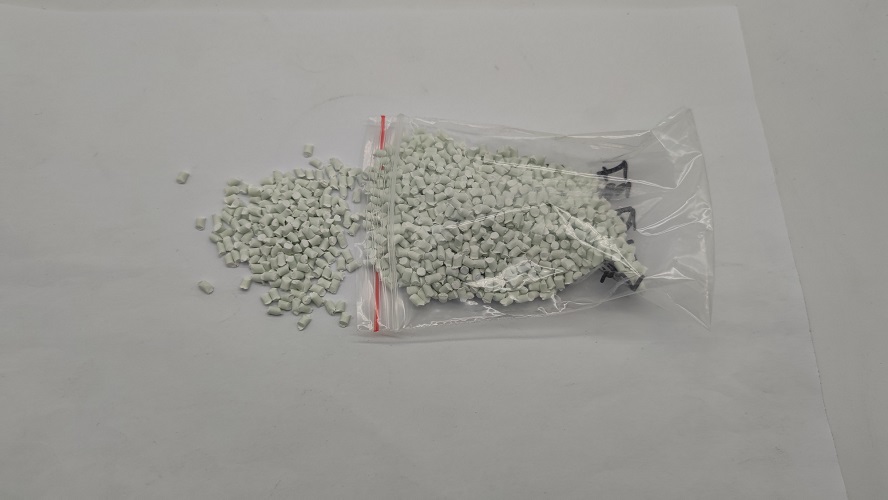
抗菌母粒作为功能性塑料添加剂,通过将抗菌成分均匀分散于基体树脂中,赋予塑料制品长效抗菌、防霉及除臭性能。其适配性广泛,覆盖从通用塑料到高性能工程塑料的多元基材,为不同领域提供定制化解决方案。
聚乙烯(PE)与聚丙烯(PP)是抗菌母粒应用最广泛的基材。PE抗菌母粒常用于食品包装膜、保鲜袋及一次性餐具,其耐低温性与化学稳定性可确保抗菌成分在-40℃至120℃范围内稳定释放。PP抗菌母粒则多见于家电外壳(如冰箱内胆)、厨房用品(如菜板)及儿童玩具,其耐热性(熔点160-170℃)与抗菌率(≥99%)的双重优势,满足高温消毒场景需求。
聚碳酸酯(PC)与聚酰胺(PA)等工程塑料因高强度、耐冲击特性,成为抗菌母粒的高端应用载体。PC抗菌母粒广泛用于医疗器械外壳、手机屏幕及眼镜片,其透明性(透光率≥90%)与抗菌性(对金黄色葡萄球菌杀灭率99.9%)的兼容性,解决医疗设备交叉感染难题。PA抗菌母粒则多见于汽车内饰件(如方向盘)、运动器材(如瑜伽垫)及工业齿轮,其耐磨性与抗菌寿命(与制品寿命同步)显著提升产品附加值。
聚对苯二甲酸乙二醇酯(PET)抗菌母粒在纤维纺丝领域表现突出,其制成的抗菌袜子、运动服可通过银离子溶出机制,持续抑制足部细菌滋生,减少异味产生。聚甲基丙烯酸甲酯(PMMA)抗菌母粒则用于光学器件(如显微镜载玻片)及化妆品包装,其表面硬度(HRC≥85)与抗菌性(对白色念珠菌抑制率99.5%)的结合,满足高洁净度需求。
从通用塑料到工程材料,抗菌母粒通过基材适配性优化,实现从日常消费品到高端工业品的全面覆盖。随着纳米技术与材料科学的进步,其应用边界将持续拓展,为人类健康与产业升级提供更强支撑。
 备案号: 苏ICP备2025171716号-1
备案号: 苏ICP备2025171716号-1


 电话
电话 短信
短信
 地图
地图 刷新
刷新